Free FMEA template download: Failure Modes and Effects Analysis
Reading time 10 mins
Key Points
- It’s a logical and structured way to identify and prioritise areas (i.e. failure modes) that could cause a process, product, or service to fail, hinder success, or cause harm
- If used during the early development stages, it helps to reduce costs and minimise risks later on
- As a tool, it’s only as effective as the team using it. The involvement of a multi-disciplinary team helps to view the process/product under assessment from all angles – thus lowering the likelihood of overlooking a potential risk
- It helps to highlight the actions that need to be implemented and evaluated to eliminate failure modes
- Ignitec’s FMEA template is an ideal starting point as it’s comprehensive, concise, and customisable
Looking to revolutionise healthcare experiences with technology? We're here to design health tech solutions that can redefine care provision. Make contact now to find out more.
Ben Mazur
Managing Director
I hope you enjoy reading this post.
If you would like us to develop your next product for you, click here
What is FMEA, and how should you use it?

Failure has its merits and often serves as a catalyst for learning, creativity, and problem-solving. At the same time, failure can be a costly, reputation-damaging, and moral-destroying process that wastes resources. Failure Modes and Effects Analysis (FMEA) is a risk management tool that helps users to identify and quantify potential problems during the early design stages [1]. If you’re a developer or engineer, FMEA should be a central pillar of your design process as it will encourage you to question:
- What are the systems and subsystems in your design?
- What are the failure risks attached to each subsystem and component, and what are the possible causes?
- What is the likelihood of each failure occuring?
- What could the consequences of failure be?
- What are the current measures to detect and prevent risks?
- How effective are those measures at mitigating risk?
- What can be done to further improve measures to detect and prevent risk?
- Who is responsible for actioning improvements?
Who should use an FMEA template?
How to use Ignitec’s FMEA template
The FMEA process may vary slightly from one business to another in terms of the amount of detail required. However, they all follow the same steps [2] to ensure that the assessment is done logically and systematically. Ignitec’s free FMEA template will require you to:
- Select a process, system, assembly or component you wish to evaluate: This works best for processes that don’t have many sub-processes. If what you’re evaluating is relatively complex, start at a low level, divide it up and assess each process separately
- Engage a multi-disciplinary team: Be sure to include everyone who is part of the process – even if they’re not essential for the entire assessment (e.g. couriers). This will help to highlight potential problems (e.g. transportation) that other team members might not have considered
- Make a list of all of the steps in the process: An ordered list, even a flowchart to help with visualisations, is important to ensuring nothing has been omitted
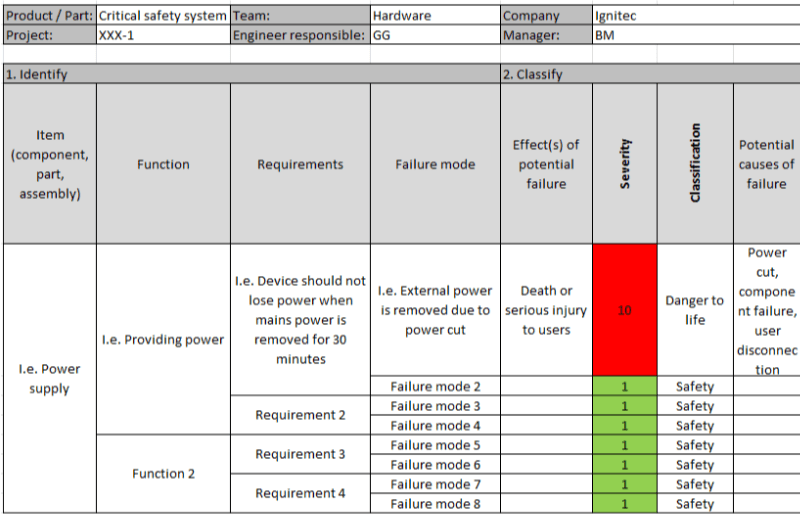
- Download the table and fill it out with your team:
– Item (component, part, assembly): What is the item/process being analysed?
– Function: The ‘verb-noun’ that describes what the item does, e.g. supplying power
– Requirements: Measurable and should have test methods defined
– Failure mode: List anything that could go wrong during each step of the process and
– Effect(s) of potential failure: List all the possible adverse effects of each failure mode listed
– Severity: On a scale of 1-10, with 10 being the most severe (i.e. death) and 1 being the least severe (i.e. nobody will probably notice) what is the likelihood that the failure mode (if it occurs) can cause harm?
– Classification: What are the types of characteristics indicated by the risk? Highlight high-priority failure modes and identify important characteristics. Use this to group risks (e.g. danger to life, product malfunction) and classify any special/unique product characteristics (e.g. safety, critical, major, significant)
Potential causes of failure: List all the possible reasons for each failure mode identified
– Current design controls (prevention): Which potential causes of failure can be eliminated by design (e.g. computer-aided engineering). Rate these on a scale of 1-10, with 1 being the strongest prevention control (i.e. based on a known design standard) and 10 being the weakest (i.e. new design based on technologies with no history of success/failure)
– Occurrence likelihood: On a scale of 1-10, with 10 being the most likely, what is the probability that the failure mode identified will happen
– Current design controls (detection): Activities conducted to verify design safety and performance. Rank them on a scale of 1-10, with 1 being the strongest detection control (i.e. failure prevented)) and 10 being the weakest (i.e. cannot evaluate, no tests available) success/failure
– Effectiveness of best method of detection control: On a scale of 1-10, with 10 being the most likely to NOT BE detected, what is the likelihood the failure will NOT be detected if it does occur?
– RPN (risk priority no.): For each failure mode, multiply the scores the team identified (likelihood of occurrence x likelihood of detection x severity). This will give a score of between 1-1000. To calculate the RPN for the entire process, add all the individual RPNs for each failure mode. A score of 1-14 is considered low risk, whereas scores of 30-49 or above 49 are considered undesirable or intolerable, respectively [3]. Note also that what is regarded as an acceptable RPN isn’t set in stone as it will vary according to how risk averse a company is and other factors such as product maturity
– Recommended action(s): List all steps to improve safety systems, especially for the failure modes that had the highest RPN
– Responsibility & target completion date
– Actions taken and effective date
– Action results: Re-evaluate each of the potential failures once improvements have been made and determine their impact
— Severity
— Occurrence
— Detection
— RPN - Use the FMEA results to:
– Evaluate the potential impact of changes under consideration to ensure that they won’t inadvertently increase the RPN
– Monitor and track improvement over time
Does FMEA have disadvantages or limitations?
The most significant limitation of FMEA as a risk management tool is that it’s only as effective as the team behind it. People make mistakes and cannot know what they don’t know. For example, team members could fail to list a failure mode or detect/resolve issues beyond their knowledge. This is why having a multi-disciplinary team is so important: people who aren’t directly involved in a process (e.g. end-users) might pick up on issues that developers missed.
Another limitation is that FMEA prioritises failure modes according to their risk [4]. A failure mode will not be eliminated if action is not implemented and evaluated for effectiveness.
Lastly, those who treat it as a static model will be disadvantaged. It should be treated as a dynamic tool regularly updated when new potential failure modes are identified, and corresponding control plans are developed.
Is FMEA worth the time and effort?
While the FMEA is time-consuming and has a few limitations, we’ve customised our template to overcome them. As an assessment tool, it’s highly effective at identifying risks and implementing processes to address them. How well this works depends on how you use it and the additional tools you use with it. Take a look at our:
- Free non-disclosure agreement template to keep your ideas safe
- Practical guide to Design Thinking
- Ideation techniques to boost creativity are especially useful for problem-solving
- Guide to writing an effective product design brief to get everyone on your team on the same page regarding the success criteria of your product from the outset
Download our free FMEA template, and let us know if you have any questions or suggestions on improving it!
Comments
- FMEA (Failure Modes and Effects Analysis). (n.d.). Institute for Manufacturing: Cambridge University. Retrieved December 10, 2022, from https://www.ifm.eng.cam.ac.uk/research/dmg/tools-and-techniques/fmea-failure-modes-and-effects-analysis/
- Mikulak, R. (2017, January 21). 10 Steps to Doing a Process FMEA. My CMS. https://fmea-training.com/10-steps-process-failure-mode-and-effects-analysis/
- Is It Time To Say Goodbye To FMEA Risk Priority Number (RPN) Scores? (n.d.). https://www.pharmaceuticalonline.com/doc/is-it-time-to-say-goodbye-to-fmea-risk-priority-number-rpn-scores-0001
- Hodge, S. (2018, June 4). Understanding FMEA, Its Benefits and Pitfalls. Six Sigma Daily. https://www.sixsigmadaily.com/understanding-fmea-benefits-pitfalls/
We love to talk about new ideas
Do you have an idea? Book a consultation with an expert – it’s free, it’s confidential and there are no obligations.
+44(0)117 329 3420
[email protected]
Ignitec Technology Centre
1 The Powerhouse
Great Park Road
Bradley Stoke
Bristol
BS32 4RU
We love to talk about new ideas
Do you have an idea? Book a consultation with an expert - it's free, it's confidential and there are no obligations.
+44(0)117 329 3420
[email protected]
Ignitec Technology Centre
1 The Powerhouse
Great Park Road
Bradley Stoke
Bristol
BS32 4RU
Ready to Get Started?
Request an NDA today and begin your project with complete confidence that your ideas and information are fully protected.

Why firmware update architecture mission-critical for secure OTA defence systems
Insecure OTA defence systems are a critical and often overlooked vulnerability. Explore the firmware update architecture decisions that determine the security ceiling of any deployed defence IoT system
0 Comments